In 2011, a mining operation in the Pacific Northwest sought assistance from a Cornell Distributor to address recurring pump failure and maintenance issues. The mine had been using a leading manufacturer’s self-priming trash pump to move light slurry, with a specific gravity of 1.1, from a collection area to a silt clarifier.
With a design flow requirement of 1100 GPM @ 75’ TDH (which included a 12’ suction lift), the existing pump chosen was running 1500+ RPM (belt driven) requiring a 50-HP motor when the consistency reached the optimum 1.1 specific gravity.
Originally, the pump wouldn’t run longer than 45 days before failure, so it had been converted to the manufacturer’s suggested wear resistant material. Even with this change, the mine might expect only 120 days of operation before the pump was completely worn out.
Inefficient operation, continuous belt maintenance, and priming related issues, in addition to continuing pump failures, led them to spend nearly $35,000 annually on this one system alone.
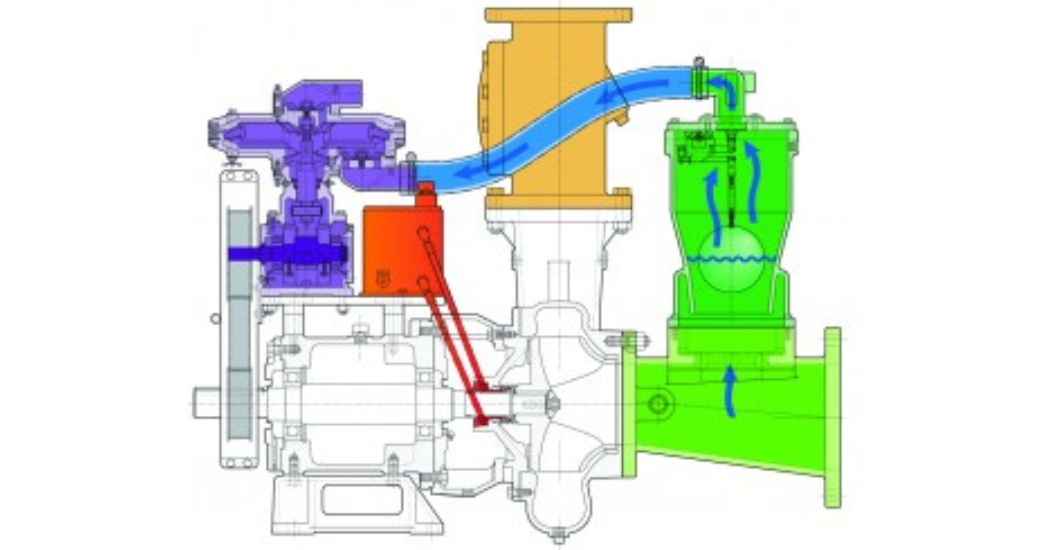
The Cornell REDI-PRIME® 6NHTA offered them the opportunity to install a guaranteed priming system that would pass the solids and slurry independent of the pump operation (no continuous recirculation through the volute), run at a speed 20 percent lower than the existing pump, be direct driven (no belts required) and increase the pump efficiency from 58 to 75 percent, thereby greatly reducing the power consumption.
The REDI-PRIME® pump recently surpassed the one year anniversary of commissioning date and so far the pump has not been pulled from service or required any maintenance attention since installation.
Testing indicates the pump is still operating at optimum efficiency. The deferred maintenance costs have more than paid for the project installations costs and the estimated power savings of 6.7kw/hr is producing another $3,500.00 in annual savings.
Learn more about Cornell Pumps watch: Lunch & Learn with Vince: How Monitoring of Rotating Equipment Can Save Money