Extreme forces such as abrasion, erosion, impact, and chemicals can attack industrial equipment and plant assets, drastically affecting reliability and overall plant profitability. With hundreds of coating solutions for metal and concrete surfaces on the market, choosing the correct one requires technical expertise and the consideration of multiple variables.
The most important thing to remember is that all coatings are not the same. Selecting the correct coating involves an understanding of what the coating is being asked to do and for how long is it being asked to perform. To know what the coating is being asked to do one needs to understand what the operating conditions are where the coating will be used. Parameters such as temperature, velocity, percentage of solids, chemical and concentration, leachate, and mechanical stress should all be considered.
For Stephen Bowditch, Chesterton’s Global Product Line Director (ARC/ILMRO), four decades of experience choosing the right coatings for industrial end users have armed him with tools to expertly determine the perfect coating for each asset and each application.
“In the current environment, we need to have more information provided to coating manufacturers to help select the best coatings and the best materials,” Bowditch says. “Because the potential spectrum of coatings available is so broad, we start with a questionnaire and a serious conversation with our customer so that we can understand all the parameters that matter.”
Bowditch and his Chesterton team asks questions like:
- Do you need corrosion protection and if so for how long
- Does it need to look pretty?
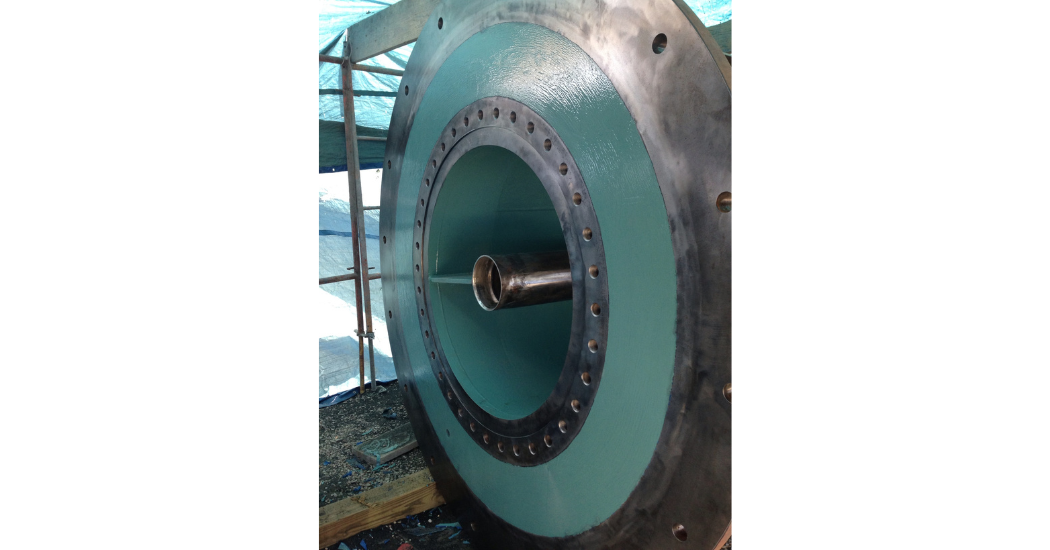
- What type of equipment requires the coating?
- What are the temperatures, pressures, and other operating parameters to be considered for the application?
- What is the application/industry?
For instance, high temperatures above 400 degrees Fahrenheit will rule out most organic chemistries. If the coating requires maintaining a high gloss, then it should have proper UV light blocking. If the coating is being used in a potable water application where it will be exposed to drinking water, then it must be completely free of several toxic solvents which have been traditionally used in coatings. In addition, that potable water coating would require specific lower limits of leachable elements that could possibly contaminate the water. Food and water applications require strict considerations with regard to coatings and their effect on the process medium such as drinking water or food stuffs to limit or reduce any leachate contamination
Coatings used on pumps should be compatible with the material that is going through the pump. For slurry pumps the corrosivity of the slurry carrier and abrasive nature of any suspended solids certainly impacts coating selection. For clear fluid pumps the corrosivity of the solution and the temperature of operation will impact corrosion rates.
Surface preparation also plays a role in properly identifying and applying the correct coating.
“The coating manufacturer should define what level of surface preparation is required as well as the what the ambient conditions for application and cure need to be and the end user should clarify what is practically available,” Bowditch explains. “This can influence what chemistries are available. If short cuts are taken at the surface preparation phase or the conditions that the product is going to be applied to are not within manufacturers specified ranges then problems can arise. Poor surface preparation can cause even the correct coating to fail. If you’re not going to do the preparation that the manufacturer recommends, then don’t expect to get the maximum life out of the coating.”
Health and safety considerations need to be considered to avoid the unnecessary risk of hazardous chemical exposure to people or the environment. This factor is actually driving today’s coating manufacturers to produce more environmentally compliant products.
“Coatings manufacturers are now intimately aware of how their products can have an impact on the people who use the product, and they are more aware of the health and safety warnings,” Bowditch says. “The industry is moving toward more transparency. Whenever possible coatings manufacturers are removing any toxic or hazardous materials.”
With 42 years of experience, Bowditch has seen a positive evolution in the coatings industry.
“Today’s coatings have much better reliability in terms of service life exposure conditions,” he says. “A coating that once lasted five years is now lasting 15 years. The chemistry and the technology of coatings have advanced significantly over the past 30 to 40 years.”
For more information about how Chesterton experts work with end users to choose the perfect coating for any application, follow this link: https://www.chesterton.com/en-us/AboutUs/Pages/ARCEfficiencyandProtectiveCoatin
gs.aspx


