How to Conduct a Compatibility Testing and Performance-Based Assessment
To assure long-term reliability and efficiency, selecting the best grease for a specific piece of equipment and application is essential. Using the proper high-performance grease can significantly reduce downtime, extend system life, and introduce a safer work environment. It will also lower power consumption and waste disposal. Yet despite these advantages, many consider equipment lubrication as an afterthought.
However, once you decide to focus on selecting the best grease for a specific need, the next actions can often be intimidating and unclear. Some may ask “Where do I begin?,” “How do I prioritize?” and “Can the new grease be mixed with the existing one?” This post will teach you how to best answer these questions.
 Determining Requirements
Determining Requirements
A.W. Chesterton Company provides support and training to our salesforce, distributors, and customers for determining the appropriate grease product and best practices for a wide variety of applications.
Ideally, you should first identify a comprehensive list of essential technical and non-technical requirements as shown below in Table 1.
- Consider the type of system equipment, operating conditions, application methods, and environmental conditions
- Find out whether an OEM or industry-standard indicates quantifiable performance pre-requisites
- Use simulations, models, software, and industry knowledge to estimate both qualitative and quantitative requirements
- Comply with federal, local, and company-specific regulations that can impact the transportation, handling, storage, disposal, and legality of specific greases
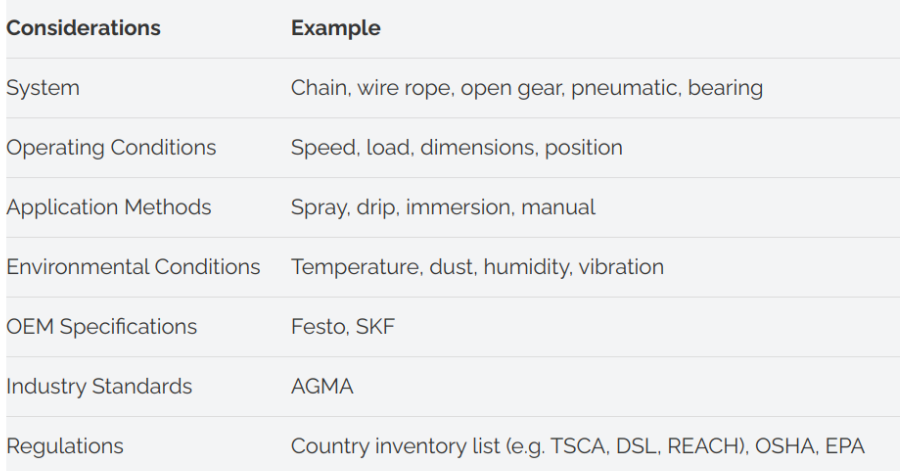
Table 1
Considerations for Grease Selection and Typical Examples
Testing and Selection
The overall technical and non-technical requirements are mapped to a selected grease by evaluation of their performance capabilities with use of standardized test methods (e.g., ASTM, DIN, UL). It is helpful to understand the most common tests and how they are performed to facilitate their correct interpretation (Figures 1 through 4). Results from these test methods can help indicate critical capabilities of the grease:
- Is it appropriate for the type of system (e.g., NLGI Grade, base oil viscosity)?
- Does it provide sufficient capability to limit system damage or failure (e.g., wear and extreme pressure characteristics)?
- Can it stay in place with water (e.g., water spray-off, water washout)?
- Does it perform as grease at elevated temperature (e.g,. dropping point)?
- Is there limited phase separation (e.g., oil bleed)?
- Can it be pumped effectively at low temperature (e.g., flow pressure)?
- Does it prohibit/minimize ferrous and yellow metal oxidation (e.g., salt fog, copper corrosion)?
- Will it withstand an oxygen environment by limiting base oil polymerization (e.g., oxidation stability)?
Common Tests
ASTM D217, DIN 51818 (Cone Penetration of Lubricating Grease): This test determines grease consistency by measuring the depth in tenths of millimeters to which a standard cone will sink when allowed to fall into a sample. The consistency after using a standard grease worker to apply a shear stress at 1 Hz for 60 strokes to the sample is correlated to an NLGI Grade. A sample’s shear stability is quantified by the change in consistency typically after 10,000 or 100,000 strokes.
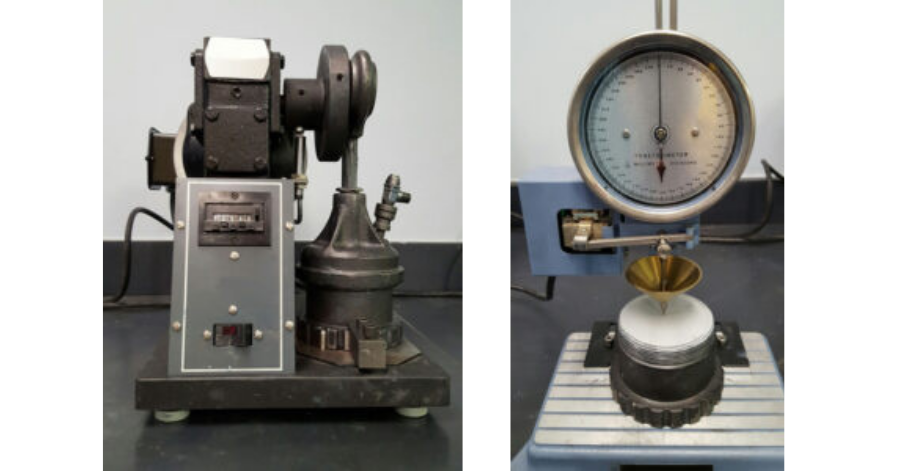
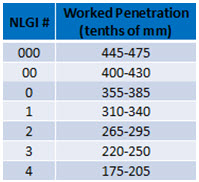
Figure 1
Grease Penetration Equipment and NLGI Grade Table
ASTM D445, (Kinematic Base Oil Viscosity) and ASTM D2270 (Calculating Viscosity Index from Kinematic Viscosity at 40C and 100C: The kinematic viscosity, ν, of liquid products is obtained by measuring the time for a volume of liquid to flow under gravity through a calibrated glass capillary viscometer at an indicated temperature. Viscosity index (VI) quantifies the change in viscosity between 40 C and 100 C for Newtonian fluids.
ASTM D2266 (Wear Preventative Characteristics of Lubricating Grease (Four-Ball Method): The average wear scar and coefficient of friction are reported using a 4-ball wear test machine and a microscope. A rotating upper ball is loaded against three stationary lower balls for 1 hour, at 75 C, 1200 rpm, and 40 kgf load.
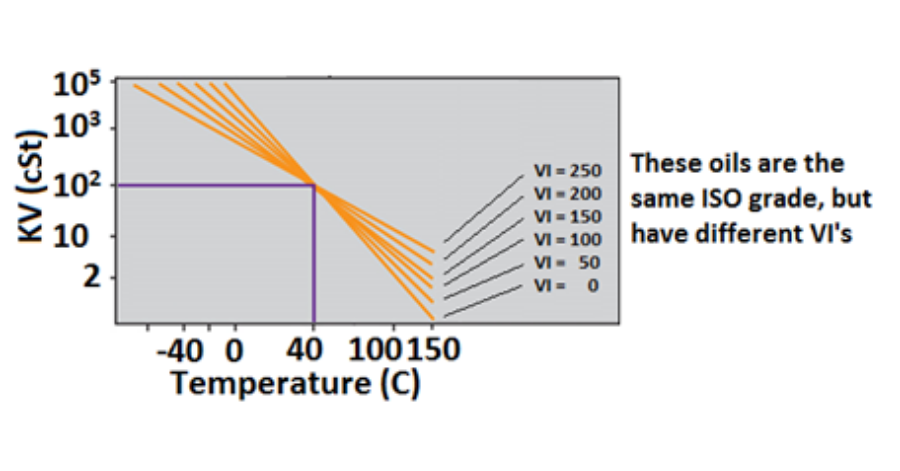
Figure 2 Kinematic Viscosity Measurement and VI Graph
ASTM D2596, DIN 51350 (Measurement of Extreme Pressure Properties of Lubricating Grease): The extreme pressure properties including load wear index, last non seizure, last seizure, and weld load are reported using a 4-ball extreme pressure test machine. A rotating upper ball is loaded against three stationary lower balls for 10 seconds at 27 C, and 1765 rpm while the load is increased until the lubricant boundary film is lost and welding occurs.

Figure 3 Four-Ball Wear and Extreme Pressure Test Stage
ASTM D4049 (Determining the Resistance of Lubricating Grease to Water Spray): The amount of grease lost to water spray at 40 psi for 5 minutes off a coated steel panel is reported.
ASTM D1264 (Determining the Water Washout Characteristics of Lubricating Greases): The percent weight loss of approximately 4 grams of grease washed out of an enclosed ABEC 6204 test bearing rotating at 600 rpm for 1 hour after exposure to 300 mls/minute of water is reported.

Figure 4 Water Washout by Spray Impingement on a Grease-filled Bearing
ASTM D2265, DIN 51801, IP 346 (Dropping Point of Lubricating Grease): The temperature at which a sample melts or separates and runs out a small hole in the bottom of a cup is reported.
ASTM D6184 (Oil Separation from Lubricating Grease (Conical Sieve Method): The bleeding of oil from grease under static conditions at a set temperature from 150°F to 450°F for typically 30 hours through a conical nickel sieve with 1.0 mm holes is measured.
DIN 51805 (Determination of Flow Pressure of Lubricating Greases; Kesternich Techniques): This test determines the pressure required to start grease flowing through a nozzle at low temperatures.
ASTM B117 (Salt Spray Corrosion): The ability of grease to protect steel panels that were sand blasted, coated, and hung over a heated salt solution is quantified by measuring the rust formation over a specified time and film thickness.
ASTM D4048, DIN 51811 (Standard Test Method for Detection of Copper Corrosion from Lubricating Grease): This test method measures the tendency of a copper coupon to corrode after being submerged in lubricating grease at set time and temperature. A post-analysis of the metal color against a copper strip corrosion standard is performed.
ASTM D942 (Oxidative Stability of lubricating Grease by the Oxygen Pressure Vessel Method): The ability of grease to possess anti-oxidation capability is quantified by reporting the oxygen pressure drop of head space above a sample in a closed vessel at a set time and temperature.
Establishing Compatibility
Additionally, a user may decide to switch grease for reasons such as cost savings, regulation changes, discontinuation by the supplier, or superior performance options. Stakeholders across an organization may decide that change is appropriate once the common entry barriers are removed. You will want to mitigate risk and disruption for a smooth transition.
Chesterton suggests that our customers thoroughly clean their system and remove all existing grease. Operational down-time on critical equipment and availability of staff can limit this idealistic approach. Therefore, a purge of bulk grease out of the mechanical system is the next best option when possible. This step may be accomplished by in-situ substitution with replacement grease.
To assess whether existing grease can be mixed with the replacement option without a detrimental impact within the operating system, you will want to use industry-wide compatibility data. Several organizations, most notably the National Lubricating Grease Institute (NLGI), provide guidelines to predict grease compatibilities.
A typical compatibility chart of Chesterton grease is shown in Table 2 below.
- Compatible, C, indicates that the grease may be installed directly.
- Acceptable, A, approximates a 10% reduction in consistency. The recommendation is to grease normally, observe for 24 hours, and re-grease if there is oil bleed.
- Incompatible, I, designates that the old grease must be removed and/or purged from lines and bearing housing.
The data refers to thickeners within grease that are common in the lubricant industry, have been fielded for many years, and cover the majority scenarios one may encounter. Although similar performance of individual grease samples that comprise different thickeners often exist, their mixtures may not have the same performance.
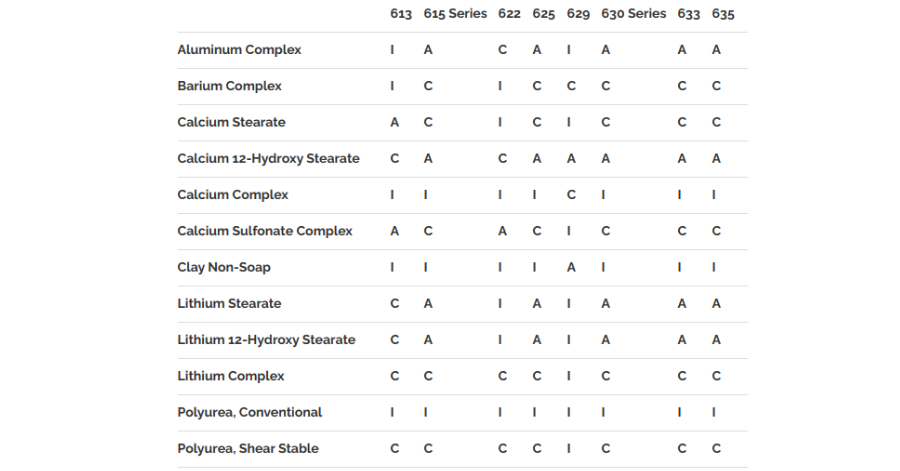
Table 2 Qualitative Compatibility Rating of Chesterton Greases
These suggestions are not absolute, comprehensive, or universally agreed upon however. They are the result of observations and test results using those thickeners in typical base oils likely including Group I, II, III, and Group V PAO. There are several reasons why this table should be used as a guide and is not complete as indicated below:
- There is no account for the physical and chemical characteristics of some other base oils such as alkylated naphthalenes, esters, or perfluoropolyethers
- Solubility and performance of additives may change when grease is blended
- Other institutions and manufacturers may offer different advice due to the interpretation of subjective tests and choice of test methods
- Processing conditions may influence fibrous nature of soap thickeners and morphology and size of lamellar friction modifiers
A more thorough approach would be to actually evaluate the specific grease and their blends to reduce risk of unexpected results. This can be performed by the end-user or supplier of grease as a service.
While no set requirements exist, ASTM D6185 “Standard Practice for Evaluating Compatibility of Binary Mixtures of Lubricating Greases” identifies three criteria.
- Specifically, grease are deemed compatible if the mechanical stability, change in consistency following elevated temperature storage, and dropping point of the mixture are not significantly lower than that of individual grease samples.
- Additional testing may be performed focused on the most critical application requirements, and coordinated between end users and suppliers if needed.
- Potential incompatibility among grease may be mitigated by sufficient purging during changeover.
Summary
Overall, selection of the best grease for equipment, compatibility evaluation, and changeover are important to retain and enhance productivity and system performance. This blog should be used as a reliable reference and guide to maintain and extend value in your business. Chesterton can also assist you in this process through a well-designed procedure. We will help you screen options and perform a cost analysis to determine the best fit scenario. After careful selection, you should achieve superior performance by use of one of our high performance General Service, Extreme Duty, and Food Grade industrial greases.
For additional information, please review these related posts:
Tips and Suggestions for Maintaining Electric Motor Reliability
Understanding the Basics of Food-Grade Grease Selection
The Basics of Industrial Lubricant Selection
Bryan Bergeron
Bryan.Bergeron@chesterton.com
 Dr. Bryan Bergeron leads technology advancement, product development, and project management in the Lubricants/MRO Division among internal departments and external partners. He holds a Ph.D. in Inorganic Chemistry from The Johns Hopkins University. Bryan leverages Operations and Engineering experience in industrial roles along with government contractor expertise for commercial and specialized opportunities.
Dr. Bryan Bergeron leads technology advancement, product development, and project management in the Lubricants/MRO Division among internal departments and external partners. He holds a Ph.D. in Inorganic Chemistry from The Johns Hopkins University. Bryan leverages Operations and Engineering experience in industrial roles along with government contractor expertise for commercial and specialized opportunities.