
A true story of pump reliability begins like this…Two engineers, Sarah and Tom, were tasked with ensuring the smooth operation of a facility’s critical machinery. Sarah, a seasoned veteran, believed in the power of process monitoring, while Tom, a younger engineer, was a staunch advocate for vibration monitoring. One day, the plant’s main production line came to a sudden halt. The machines, which had been running smoothly, now stood silent. The plant manager, Mr. Johnson, called an emergency meeting to find the cause and get production back on track.
 Tom quickly pulled out his vibration monitoring data. “Look here,” he said, pointing to a graph. “We had a spike in vibration levels just before the shutdown. This must be the cause.” Sarah, however, wasn’t convinced. “Vibration monitoring is important, but it only tells part of the story,” she said. “Let’s look at the process data.”
Tom quickly pulled out his vibration monitoring data. “Look here,” he said, pointing to a graph. “We had a spike in vibration levels just before the shutdown. This must be the cause.” Sarah, however, wasn’t convinced. “Vibration monitoring is important, but it only tells part of the story,” she said. “Let’s look at the process data.”
Sarah accessed the plant’s system, which tracks various parameters like temperature, pressure, and flow rates. As she analyzed the data, a pattern emerged. “Here,” she pointed out, “the temperature in the cooling system started rising an hour before the vibration spike. This indicates a problem with the cooling system, which likely led to the pump seal deterioration, and caused the increased vibration and eventual shutdown.”
Mr. Johnson commented. “So, the root cause wasn’t the vibration itself, but an issue in the cooling process.” Sarah continued, “Exactly. If we had only relied on vibration monitoring, we might have missed the underlying issue. Process monitoring gives us a more comprehensive view of the system’s health, allowing us to identify and address problems before they escalate.”
Tom, then agreed. “You’re right. Vibration monitoring is useful, but it’s just one piece of the puzzle. Process monitoring provides a broader perspective, helping us maintain overall system integrity.” With the root cause identified, the team quickly fixed the cooling system, and the production line was back up and running. Mr. Johnson praised Sarah and Tom for their teamwork and insight, emphasizing the importance of a holistic approach to monitoring. From that day forward, the plant adopted a more integrated monitoring strategy, combining both process and vibration data. This proactive approach not only prevented future shutdowns, but optimized the plant’s performance, ensuring smooth and efficient operations.
What is the take away from this? Today there are hundreds of vibration-monitoring sensors on the market, most of them low-cost microelectromechanical systems (MEMS)-based accelerometers. Typically, it is MEMS for general vibration monitoring and piezoelectric for higher frequency advanced analysis. The story that all you need is vibration monitoring is the IIoT false promise take away.
Let me explain. If you have a hammer (a vibration sensor) and that is the only tool in your toolbox, every problem you are looking to solve looks like a nail (vibration). MEMS-based vibration monitoring is a solution to identifying vibration problems, but has limitations. MEMS can detect an issue when it arises, but cannot identify the root cause of process problems, leading to unguided uncertainty of unexplained system anomalies.
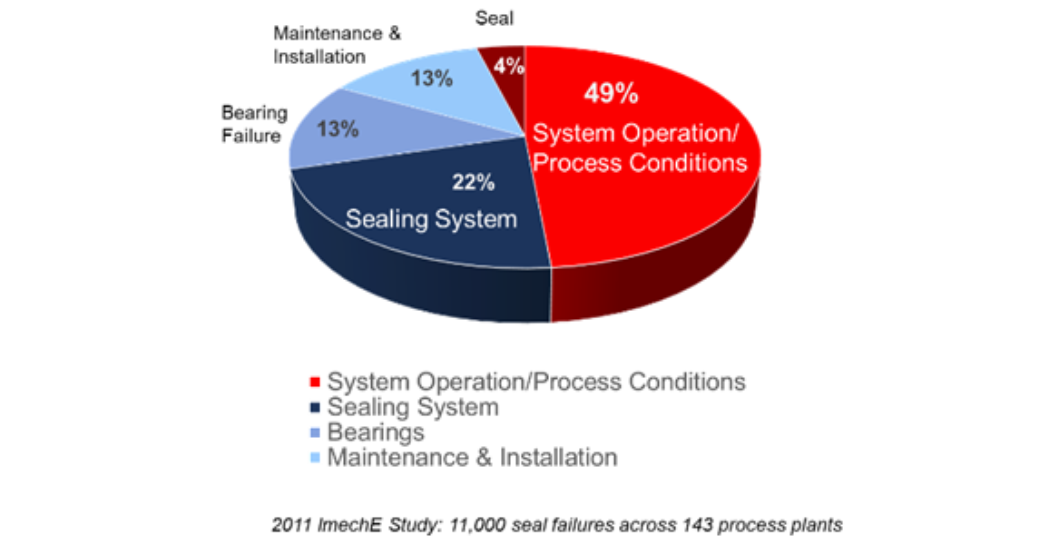 Greater than 70% (red and dark blue) of pump issues are driven by the process, per studies like the one on the right. Vibration is a second-order effect to a process problem. When the process is not tuned, vibration starts. As Sarah discovered, by the time the pump shows signs of vibration, it’s often too late and an unplanned (costly) shutdown is needed. For pumps, vibration cannot tell you if you are running off Best Efficiency Point (BEP).
Greater than 70% (red and dark blue) of pump issues are driven by the process, per studies like the one on the right. Vibration is a second-order effect to a process problem. When the process is not tuned, vibration starts. As Sarah discovered, by the time the pump shows signs of vibration, it’s often too late and an unplanned (costly) shutdown is needed. For pumps, vibration cannot tell you if you are running off Best Efficiency Point (BEP).
Because vibration is nothing more than a second-order effect to pump reliability, it’s critical to focus on the process. A process-first monitoring solution for pumps will tell the whole story.
Here is an example using root cause analysis and the Fivewhy’s methodology:
- Why are we having excessive pump vibration? The seal is starting to fail.
- Why is the seal causing this vibration? The seal is not getting enough coolant and the faces are overheating, causing separation of the faces causing the pump to vibrate.
- Why is the seal not getting enough coolant? Because of inadequate flush pressure going to the seal.
- Why is the seal not getting the right flush pressure? Because no one realized the seal pressure needed to be higher than the pressure of the process, and the process often operates with different operating parameters, making the problem intermittent.
- Why did no one realize the delta pressure was intermittent? Because the process parameters where not being monitored and are difficult to capture and understand.
A. W. Chesterton understands pumps and we understand why the process is the most important thing when it comes to pump reliability. We understand maintenance teams need to keep pumps running even when they are not running well, because production rules. So the sooner you can identify a process problem before vibration tells you, the better. Most importantly, we understand maintenance teams need their own tools and systems to gauge pump reliability, which is why we developed the Chesterton Connect™ solution.
Want to proactively manage your pump reliability? Contact a Chesterton Specialist today to learn about their latest solutions.



Comments