One of the most challenging big equipment decisions for mine dewatering is selecting the correct pump. Changing market conditions and resource availability in the mine can rapidly shift the demands for dewatering operations.
Reliable pumps are a necessity; However, the reliability of the pumps in the system heavily depends on effective system design. Basic head calculations can be done by hand to determine the operating point for a pump in a basic pipeline, but hand calculations can become time consuming when considering changes in the system.
AFT Fathom can be a solution to quickly analyze different operating cases to maintain or improve reliability and efficiency in the system. Additionally, AFT Fathom is an effective tool to avoid complications in the pipe system due to solids content in the water and transient events.
Here are the top ten reasons to create a hydraulic model of your mine dewatering system in AFT Fathom:
- Prevent slurries from settling in the pipeline
- Increase pump reliability, considering multiple operating scenarios
- Maintain sufficient head in the pipeline
- Calculate system cost and efficiency
- Improve system efficiency
- Minimize system cost over the system lifetime
- Analyze multiple configurations and operating conditions quickly
- Evaluate existing system effectiveness and future improvements
- Predict system behavior during transient events
- Mitigate waterhammer
To select mine dewatering pumps, the important considerations are the solids content in the water, the depth of the mine, and the efficiency of the operation.
A large concern for dewatering systems with high solids content is preventing slurries from settling in the pipes, which would restrict flow in the system and decrease efficiency. When you model slurry as part of the hydraulic modeling process, you can simulate the flow and better predict the potential for settling particles in the system. This information will help you select an effective pump and pipe size to ensure the necessary velocity is achieved in the pipeline to reduce settling and increase efficiency.
When considering centrifugal pumps, operating pumps near their Best Efficiency Point (BEP) reduces energy costs and increases pump reliability. Figure 1 illustrates the regions where vibration, heat, and cavitation can begin to seriously impact the reliability of the pump. Wear on the pumps caused by operating far from BEP, combined with wear caused by solid particles in the water, can result in a severe decrease in the life of the pump, potentially over 40%. Sizing the pumps in the system to maintain as high of efficiency as possible therefore becomes crucial.
There are several software tools you can use to model and analyze your system. Be sure to evaluate them. Most companies offer free trials and evaluation licenses. There are several key features you want to look for before you make a purchase such as file import ability using EPANET or .pcf files; as well as Excel integration. More advanced software tools will allow you to create multiple operating scenarios that can be calculated and adjusted at the same time. Having the ability to manage multiple operating scenarios will help you understand how different components will impact your system. Armed with this system knowledge, you can dramatically improve the effectiveness of the final design to prevent the pumps from operating at the extremes of the pump curve.
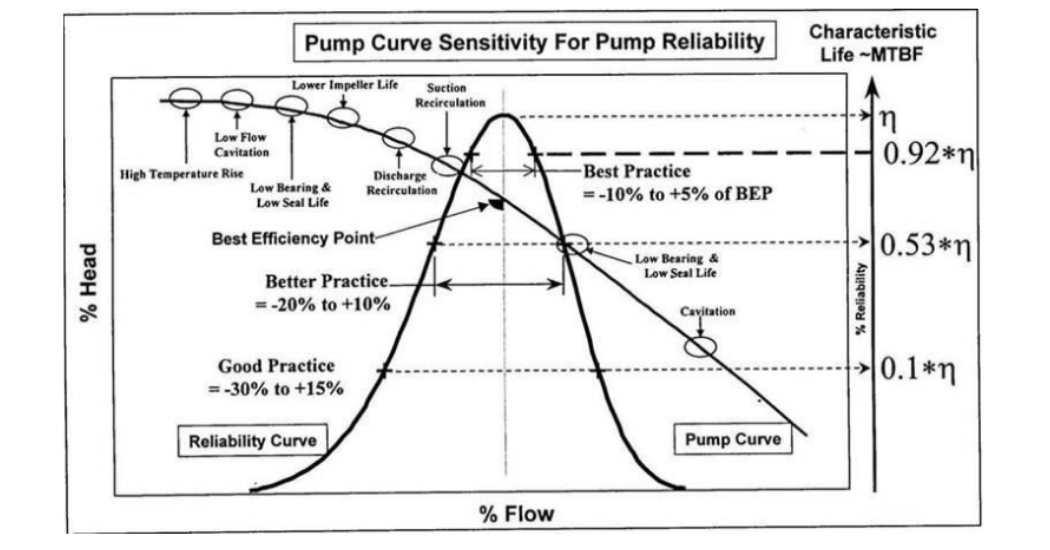
Figure 1: Graph showing negative effects on pump components when operating a pump far from its best efficiency point. Over an extended period of time, this can significantly shorten the operating life of the pump and lead to high maintenance costs [1].
Comparing the material costs, lifetime of the pumps, and energy costs for each potential pump is important to choose the best option.
AFT Fathom can assist with taking each of these concerns into account. By building the potential system in the software, it is possible to compare how each pump would perform. Some hydraulic software packages will also include the ability to enter cost and energy information to factor in potential material costs for the equipment, as well as potential life cycle costs based off the efficiency the pumps will achieve in the system. Further savings may also be achieved by using either a goal seeking or sizing engine within Fathom to automatically search for the lowest cost option, rather than iterating within the software.
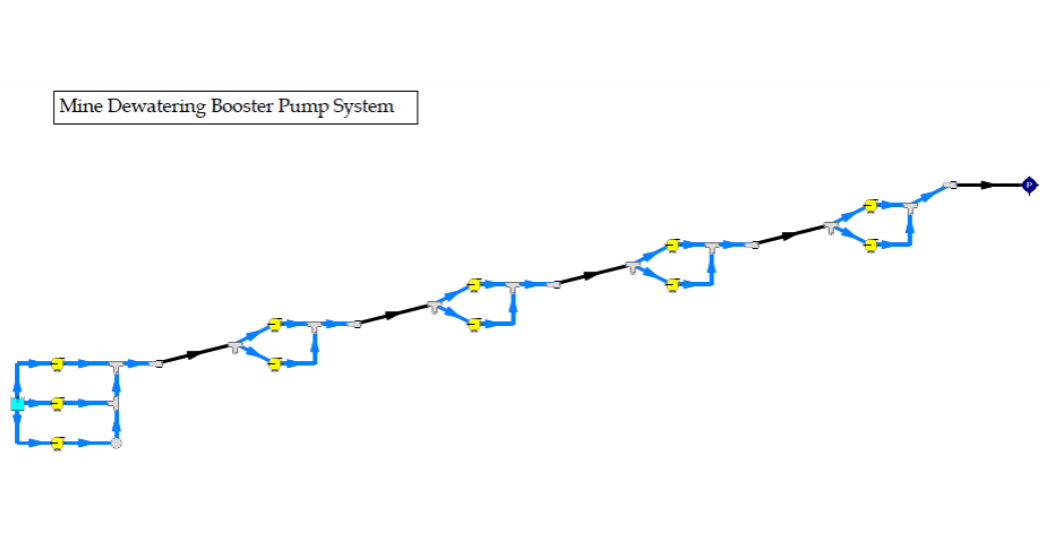
One case study which demonstrates the effectiveness of AFT Fathom involves a company who needed to verify the location of the booster pump stations for their dewatering operation design. Potential pipe sizes and pump models had already been determined in order to pump water up a pipeline around 5,000 m (16,404 ft) long over an elevation gain of about 400 m (1,300 ft). An outline of the system can be seen in Figure 2.
The goal was to minimize the number of pumps required, while maintaining the pressure required in the line. In this case, software was used to calculate the head over the pipeline and adjust the location of the pumping stations to avoid vacuum conditions in the line. During the design of the pipeline, further information on the mine site was found which required changes in the system. By using AFT Fathom, the company was able to make the required changes and identify which portions of the existing design would need to be adjusted using the tools available in the software to compare the scenarios.
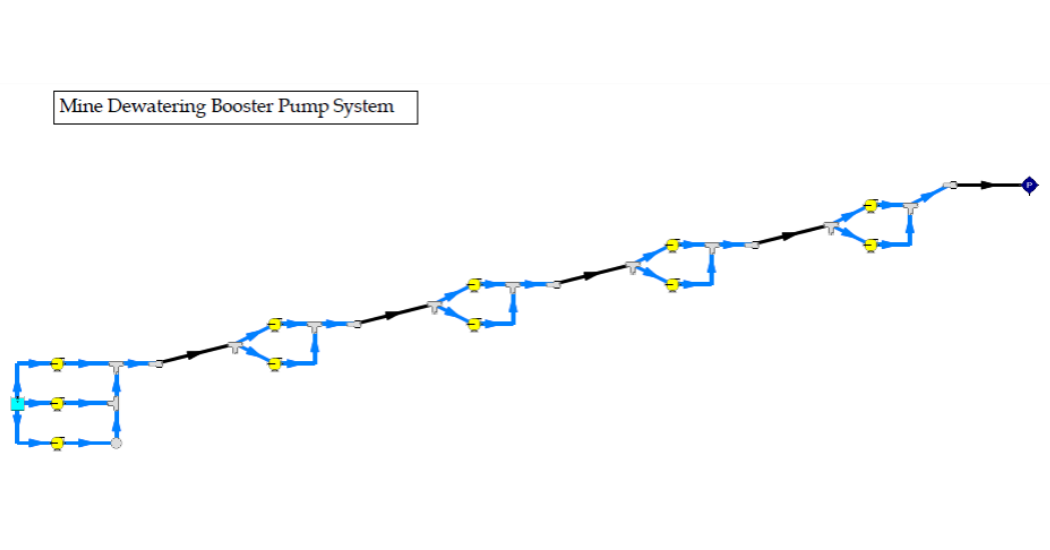
Figure 2: Hydraulic modeling software was used to determine where the booster pump stations were needed along the 5,000 m (16,404 ft) pipeline, and the necessary number of pumps in parallel at each station.
AFT Fathom can also be effective for existing systems to update equipment or pipelines due to wear on the equipment, or changes in the demands on the system. A model can be calibrated based off data from the existing system to assess how effective the current layout is for mine operation. This can reveal potential issues with equipment by comparing the initial system behavior to the current system behavior. Large differences in the observed operation can reveal damage to the system due to aging or potential oversights during the design process.
An AFT Fathom model which accurately represents the current system operation can also be used to evaluate potential additions or modifications to the system to allow for a well-informed decision-making process.
For a simple system, going through an analysis using hydraulic software may seem unnecessary and overly expensive. However, many engineers overlook how transient events, such as pump trips, will impact their system. In the case of a sudden shutdown, such as a power outage, large pressure spikes can occur as pressure waves impact against closed valves and reflect through the pipeline. The resultant down surge from the pressure waves can create vacuum conditions resulting in equipment damage or pipeline bursts.
AFT Impulse, used to analyze surge transients caused by waterhammer, can help to predict potentially damaging behavior in the system before it occurs. This also allows for preventative measures, such as surge suppression equipment, to be implemented in the system early on which increases safety and reduces future repair costs. In some cases, the simplest solution may be simply adjusting the closure profiles of valves in the system, rather than adding additional equipment to the system.
From the previously mentioned case study, analyzing the pump trip cases for each of the booster pump stations reveals that if the second booster pump station is tripped over five seconds, the down surge following the initial pressure surge event results in vacuum pressures at multiple booster pump stations along the pipeline. A pressure profile showing the minimum and maximum pressures experienced in the pipeline after the pumps at one of the booster pump stations trip can be seen in Figure 3. The addition of an accumulator, or an air release/vacuum breaker valve could prevent damage to the line that could be caused by vacuum conditions.
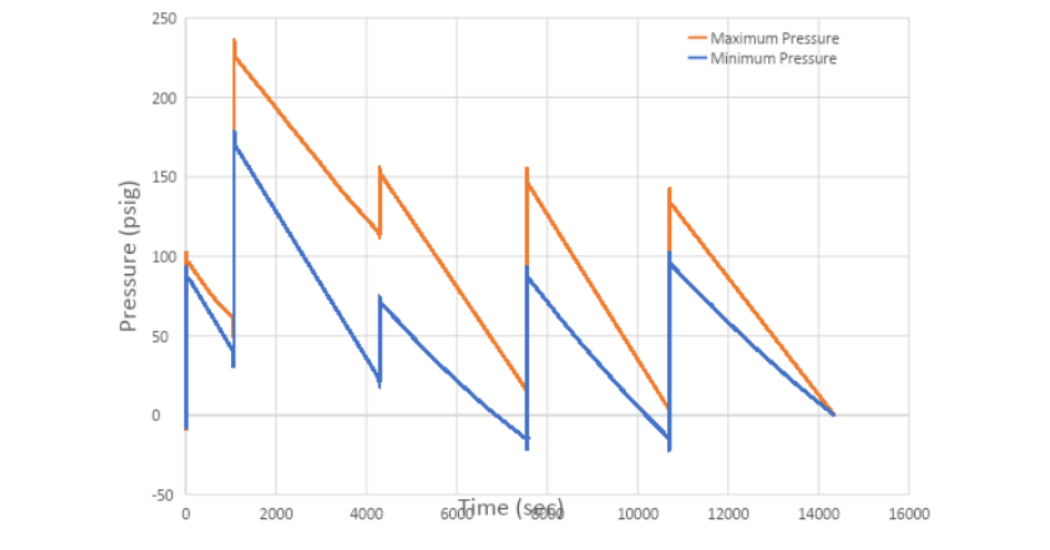
Figure 3: Potential Minimum and Maximum pressures for the mine dewatering system pictured above during a pump trip at one of the booster stations along the line.
Hydraulic modeling using AFT Fathom provides a diverse range of tools to increase the reliability, efficiency, and safety of pipe and pump systems while decreasing the cost. Even for a simple dewatering system, there is a large potential for saving energy costs and pump maintenance over the life of the system if effective hydraulic modeling is implemented.
References
[1] Barringer & Associates. (2005) “How Much Life Is Lost From Specific Pump Practices”. Barringer & Associates, Inc.
Author:
Stephanie Villars is an Applications Engineer with Applied Flow Technology (AFT) where she provides technical support to individual clients using AFT products. Stephanie is a graduate of the Colorado School of Mines with her Bachelor of Science in Chemical Engineering with a minor in Computational and Applied Mathematics.
Originally Published in Global Mining Review, May 2019


