
Curbing SOx emissions from thermal power plants remains a challenge for operators but a project involving the refurbishment of the flue gas desulphurisation installation at a Polish power plant offers a way forward.
Authors: Adam Klepacki,Energoprojekt Katowice SA, and Trey Walters, Applied Flow Technology
Power plants built in Poland from the 1960s to the 1980s were not equipped with flue gas after-treatment systems (except for dedusting installations) as the contemporary environmental regulations did not require them. Over the years, however, the situation has changed and power plants were obliged to carry out environmental projects that reduce emissions such as SOx and NOx.
In the case of NOx, the situation was not complicated, since the implementation of air staging systems and low-emission burners were sufficient to meet the required standards. It was more difficult in the case of SOx because it was necessary to build flue gas desulphurisation (FGD) which was substantially more expensive. Moreover, the spatial layout of the power plant often prevented the convenient location of the FGD plant so in many cases the complexity of the flue gas system increased.
Flue gas systems are one of the basic elements of a typical coal fired power plant. The system primarily consists of ID fans – forcing the flue gas flow; flue gas ducts with the necessary equipment such as shutoff dampers, expansion joints, measurement systems and others – directing the flue gas; and the stack – releasing flue gas to the atmosphere.
In recent years, flue gas ducts have become significantly more complicated, with many additional components such as bends, dampers and expansion joints. This change has created a need to define how the flue gas system will operate under the new conditions. What will be the pressure drop of the flue gas flow? What will be the pressure in each key part of the system? Will new flue gas fans be necessary? What are the reserves on the existing fans? These questions can only be answered by a multivariate analysis of the complete flue gas system.
Flue gas system
The flue gas system discussed here is in Poland in the Połaniec power plant, belonging to GDF Suez, on the banks of the Vistula River in the southeast of the country.
The power plant has eight power units, each rated at 225 MW. In 1998 the FGD plant was commissioned, and connected to power units 5–8. Additional booster fans were installed to overcome flow resistance from the FGD plant. The first stage was already associated with the construction of new flue gas ducts with a set of accompanying equipment. But the project’s subsequent second stage was more complex – connecting power units 1–4 to the FGD installation. Hydraulic analyses were performed to see if the system would operate properly and what modifications might be required.
The general objective of the second stage was to enable the operation of all power units through the FGD. The FGD plant was designed only for four power units, but a few capacity tests confirmed that it could accommodate flue gas from almost six power units, which gave the green light for the project.
Although the yearly average load of the power plant was equal to six power units in operation, it was necessary to build a relief duct in the installation to dump the flue gas stream directly to the new stack in case of an excessive pressure rise in the ducts. This duct acts as a pressure stabiliser if more than six power units are in operation. This was also foreseen in the calculation model.
The ducts in the scope of the project started almost from the exit of the ID fans of each power unit and ended at the connection to the existing ducts directing flue gas to the FGD. In addition, at this stage the new three-way stack was built, extending the scope to include fragments of ducts from the booster fans to the new stack. The size of the new ducts – which reached a maximum diameter of 13 metres – was crucial, especially in terms of hydraulic calculations.
The installation has now been operating for more than two years in accordance with all design goals, allowing desulphurisation of flue gas generated in each power unit and fulfilling all environmental requirements. So far, no significant operational problems have occurred.
All design work for constructing the new flue gas ducts was performed by Energoprojekt Katowice SA, which performed all basic engineering, civil engineering – including the creation of a 3D model (see Figure 1) – and detailed engineering of the installation, as well as the hydraulic analysis. Supervision of the execution was then carried out until all work was completed.
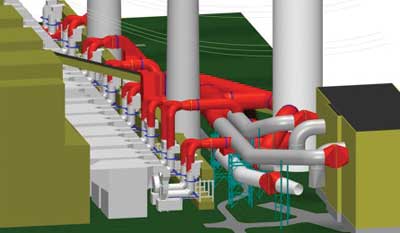
Figure 1: 3D model of the flue gas system with new ducts in red
Flow of fluids
The analysed fluid in the 3D model was flue gas – fluid which by default is treated as compressible. The chosen computational tool had to be able to handle the three-dimensional propagation of flue gas inside the ducts because only such a tool could accurately determine the flow phenomena within very large flue gas ducts.
The only question is whether such an approach is always justified and whether this is the only way to obtain reliable and accurate results. When doing research, it is often necessary to test new technology and perform a very detailed analysis. But in typical engineering calculations this may be impractical primarily because it is too time consuming.
Furthermore, it should be noted that in the low-velocity range (up to Mach 0.3) the fluid is commonly considered in calculations as an incompressible fluid because of fluid interactions at such speeds. In many cases, the change in density is very low. Flowing fluid lacks enough energy to overcome the forces associated with the expansion of the gas. In other words, the gas pressure does not allow for significant changes in the density of the fluid making it incompressible.
Alternatively, the hydraulic calculations can always be done using hand calculations because a careful engineer must first have a feel for these issues and, second, know the theoretical foundations of hydraulic calculations to accurately interpret the results.
However, in the era of computers, one can use a specially designated software less complex than three-dimensional programmes. Commercially available programmes for conducting this type of calculation in a more straightforward way include AFT Arrow, developed by American company Applied Flow Technology. The main goal of this paper is to present results of numerical simulations of flue gas system in the GDF Suez Połaniec power plant carried out in AFT Arrow and to compare them with measurements collected during actual plant operation.
AFT Arrow solves five simultaneous equations for each pipe using a marching method: Mass; Momentum; Energy; State; and Mach number. Each pipe is broken into sections and the governing equations are solved over each section. This allows for much more accurate solutions that lumped methods often found in handbooks.
Calculation Model
The computational model for analysis was created in Arrow on the basis of the 3D model of the flue gas system. Several scenarios were calculated to best verify the operation of the system in the expected configuration.
The calculation model takes into account the flow of flue gas from the boiler roof of each power unit to the new stack through new and existing flue gas ducts, the FGD, bypasses and relief duct. The model reflects all the components in the flue gas system including bends, compensators, shutoff dampers and other equipment forming the flow resistance. The model was created to best reflect the actual orientation of the layout and location of each element.
Local resistance coefficients of individual components of the flue gas ducts (e.g. bends, tees, dampers and other equipment) were determined by AFT Arrow on the basis of universal literature data. The duct roughness coefficient was adopted in accordance with good engineering practice. However, the pressure drop in straight flue gas ducts is not significant.
The pressure drop in the boiler, LUVO, and electrostatic precipitator was modelled by one element. The resistance curve of that element is based on measured data provided by the power plant. The FGD was modelled by two elements. The first of these elements represents the pressure drop of the installation while the second one simulates the increase in flue gas flow by picking up water droplets. Both the flow resistance and the stream of water captured in the FGD were established on the basis of measured data from the power plant.
The basic element which drives the flow in the system is the ID fan built on each power unit (two fans per unit) that controls the vacuum in the combustion chamber. The steering element (usually the inlet vanes) maintains the desired vacuum.
The flue gas system is also equipped with booster fans (built in the first stage), which are responsible for overcoming the flow resistance of the FGD and FGD neighboring ducts (see Figure 3). The ID fan is responsible for overcoming the flow resistance in the green section while the booster fan overcomes resistance in the blue section. The p_1 pressure measurement is located at the flue gas ducts before the FGD and p_2 at the flue gas ducts behind the booster fan. The same nature of the fan operations were reflected in the model. The main objective of the analysis was to determine the motors’ reserve capacity for the booster fans to define the flue gas flow that can be sent through the FGD.

Figure 3: Configuration of the fans in the FGD system
Actual Measurement
To compare the results of the hydraulic calculations performed using the computational model with measurements, the following parameters were chosen:
a) flue gas pressure before shutoff dampers of each power unit,
b) flue gas pressure in FGD collector,
c) flue gas flow through FGD – both units (C and D),
d) flue gas flow through relief duct – if any,
e) rating of the booster fans motors.
The selected measurements enable a comparison between reality and model calculations. Typical operational measurements were compared with the model.
Results comparison
Before comparing results, it is important the model be created in the same operational situation as in reality. This relates to determining the flue gas stream from each operating power unit and to introducing relevant ambient parameters that influence the stack natural draft. The lack of direct measurement of flue gas flow from each power unit made it necessary to estimate the flow from the electrical power generated by each power unit and information on total flue gas flow from all units.
For the purposes of comparison the following operational situations were selected:
- All power units in operation – Case I (electrical output: 1758 MWe; total flue gas flow: 7 389 920 Nm3/h)
- Seven power units in operation – Case II (electrical output: 1430 MWe; total flue gas flow: 6 066 970 Nm3/h; Unit 5 off line)
- First six power units in operation – Case III (electrical output: 1187 MWe; total flue gas flow: 5 215 490 Nm3/h, Units 7 & 8 off line)
As already mentioned, the most difficult conditions occur at the largest flue gas flow, which occurs at the highest load of the power plant. To stabilise pressure in the FGD collector and avoid damage to the booster fan motors, the relief duct must be adequately sized and direct the flue gas into the stack. This situation will most often occur when all eight power units are operating but can also occur with seven power units if the load is very high (close to the nominal). The above situation is very well illustrated by the first two operational cases.
To compare the measurements with calculations, the closed (or almost closed) relief duct serves as the third operational case.
Selected operational cases represent enough operational possibilities to determine whether the results from the computational model are accurate and whether analysis of such large flue gas ducts with software can support the design process. The booster fan motor power consumption was also compared. The maximum possible motor load of the booster fan is 6.4 MW and its load also indicates the size of the flow resistance the fan has to overcome and the system’s pressure loss.
Conclusions
Calculations and actual measurements of the system showed a strong correlation. In each case, the pressures before the shutoff dampers of the individual power units and in the FGD collector slightly deviated from the measured values (with the calculations showing higher values) due to a few basic facts:
- No measurement of the flue gas flow from each power unit was available, necessitating estimates based on other measurement data.
- Ducts (bends) from individual power units are equipped with built-in guide vanes. The model does not include this fact so local resistance coefficients generated by the programme are greater. The use of guide vanes reduces local resistance up to 50 per cent (depending on the solution) and thus reduce the flow resistance.
- The flow resistance of the boiler was modelled by one element, which had a resistance curve based on the measured data obtained from the power plant for one of the power units. However, even though these power units are all identical in design, the flow resistance can vary among them.
The resistance of the system in the vicinity of FGD is determined directly by the FGD resistance since this element is the greatest source of pressure loss in the installation. The resistance of this part is expressed as a load of the booster fans. The results show high compatibility in this area, so one can be sure that the model correctly reflects the flow resistance of this part of the installation.
This allows a sufficiently precise definition of capabilities of the booster fans and how large flue gas stream can be sent through the FGD. This was one of the key issues of the analysis for the client. Small inaccuracies arise as before with slight differences in the flue gas stream and may also result from the varying quantity of water which was captured in the absorbers.
A very important issue when considering the differences between the model and measurements is the accuracy class of the measuring instruments. As stated, these are typical operational measurements and therefore their accuracy is not high, which also increases differences.
Some inaccuracies may also arise from changes introduced by the environment that affect the natural draft of the stack. The ambient temperature and pressure are dynamic parameters, which makes it difficult to capture a specific situation with fixed parameters, as adopted in the model. With the pressure differences in the installation measured in the hundreds and sometimes tens of pascals, the effect can be significant.
But it should be strongly noted that the model calculations reflect the real behaviour of the system relatively well and appear to be reliable. It is therefore confirmed that the flue gas, which by default is treated as a compressible fluid in this type of calculation, and even large flue gas ducts, can be treated as incompressible. Therefore, the use of computational tools simpler than full three-dimensional flow analysis is justified. Creating such a model and hydraulic analysis enables:
- Design of a system – determination of duct diameter, the way connections are done (tees);
- Prediction of the pressure distribution in the system – determining the location of overpressure and vacuum;
- Checking of the reserve on the fans, which can influence the decision to build new systems (replacement of existing system) or other remedial action;
- Ability to simulate various situations which allows the engineer to analyse the operation of the system in all expected configurations.
The project, which ended in complete success, allowed the desulphurisation of flue gas of each power unit of the Połaniec power plant and met all emission standards.
GDF Suez Energy Poland is achieving the target production model and finalising construction of a new power unit, which will be completely fired with biomass – the so-called Green Unit – will replace unit 8, which was turned off in November 2011. The new unit will meet very stringent emission standards (<150 mg/Nm3 for both SO2 & NOx and <20 mg/Nm3 for dust) and therefore emissions from this unit will not require further desulphurisation or denitrification.
In addition, existing power units 2–7 will be modernised to improve efficiency and meet NOx emission standards that come into force at the beginning of 2016. The future of unit 1 will be determined in 2014, depending on full compliance with existing legislation (Industrial Emissions Directive and national law).
About the Authors
Adam Klepacki is a process engineer in the Thermal & Power Engineering Department of Energoprojekt Katowice SA, and Trey Walters is president and chief technology officer of Applied Flow Technology Corporation.
*Originally printed in Power Engineering International


