
Tens of thousands of engineers around the world use Applied Flow Technology (AFT) software to simulate and analyze piping and ducting systems to implement smart solutions. AFT developed AFT Fathom 10 and AFT Arrow 7 to perform flow analysis and simulation (one incompressible and one compressible) as well as AFT Impulse 7 which is used for waterhammer / surge transient analysis.
AFT products across the board are based on sound engineering principles and since AFT products are validated for nuclear use, users can quickly and confidently report results and recommend processes.

The digester ‘eggs’ at Newtown Creek Wastewater Treatment Plant in Brooklyn contain millions of gallons of black sludge. Courtesy of New York City Department of Environmental Protection (Source: https://www.npr.org/sections/thesalt/2014/03/11/287310897/turning-food-waste-into-fuel-takes-gumption-and-trillions-of-bacteria)
With a minimal learning curve, engineers can even transfer models between other AFT products to accomplish different goals. For example, many users take their steady-state AFT Fathom model and import it into AFT Impulse for transient analysis just as Kiewit Power Engineers did for a model of a natural gas power plant.
Tyler Knight of Brown and Caldwell doubled up on AFT software and used two different AFT programs, AFT Fathom and AFT Arrow, to seamlessly model and analyze his project at a water reclamation plant.
Two parts of the system were completed using AFT:
AFT Fathom™ was used to develop a system curve and pump design points for heat reservoir recirculation supply and return (HRS/HRR) loop pumps to circulate hot water from the Boiler Building to the Digester Complex to heat digester sludge which creates digester gas (or biofuel).
AFT Arrow™ was used to model and analyze an anaerobic digester gas system. The gas collected flows through a piping system to a boiler building where it is used as fuel in three boilers used in the heat reservoir recirculation pumps that were modeled by AFT Fathom.
Knight’s team inherited old Excel calculations from when the system was built in 2004 that were difficult to follow, tedious, and prone to mistakes. His team set out to re-model the system with both current reliability and future expandability in mind.
With the next phase of the expansion scheduled to begin a few years out, Knight wanted to ensure the next engineer could easily understand and make modifications to calculate any new system parameters.
AFT Fathom™ Project Details:
AFT Fathom was used to develop a system curve and pump design points for heat reservoir recirculation supply and return (HRS/HRR) loop pumps to determine if existing heat reservoir recirculation pumps (HRRP) could deliver minimum 340 gpm / 1,300 liter/m to the heat reservoir loop to maintain the loop’s temperature.
This required not only a hydraulic calculation but also a coupled heat transfer analysis of the system. Knight included convective heat transfer on pipes to ambient.
The existing system used HRRPs to circulate hot water from the Boiler Building to the Digester Complex where the hot water circulated through four different digester heat exchangers to heat the digester sludge. The goal was to have two heat reservoir recirculation pumps and two boilers in operation with one standby of each.
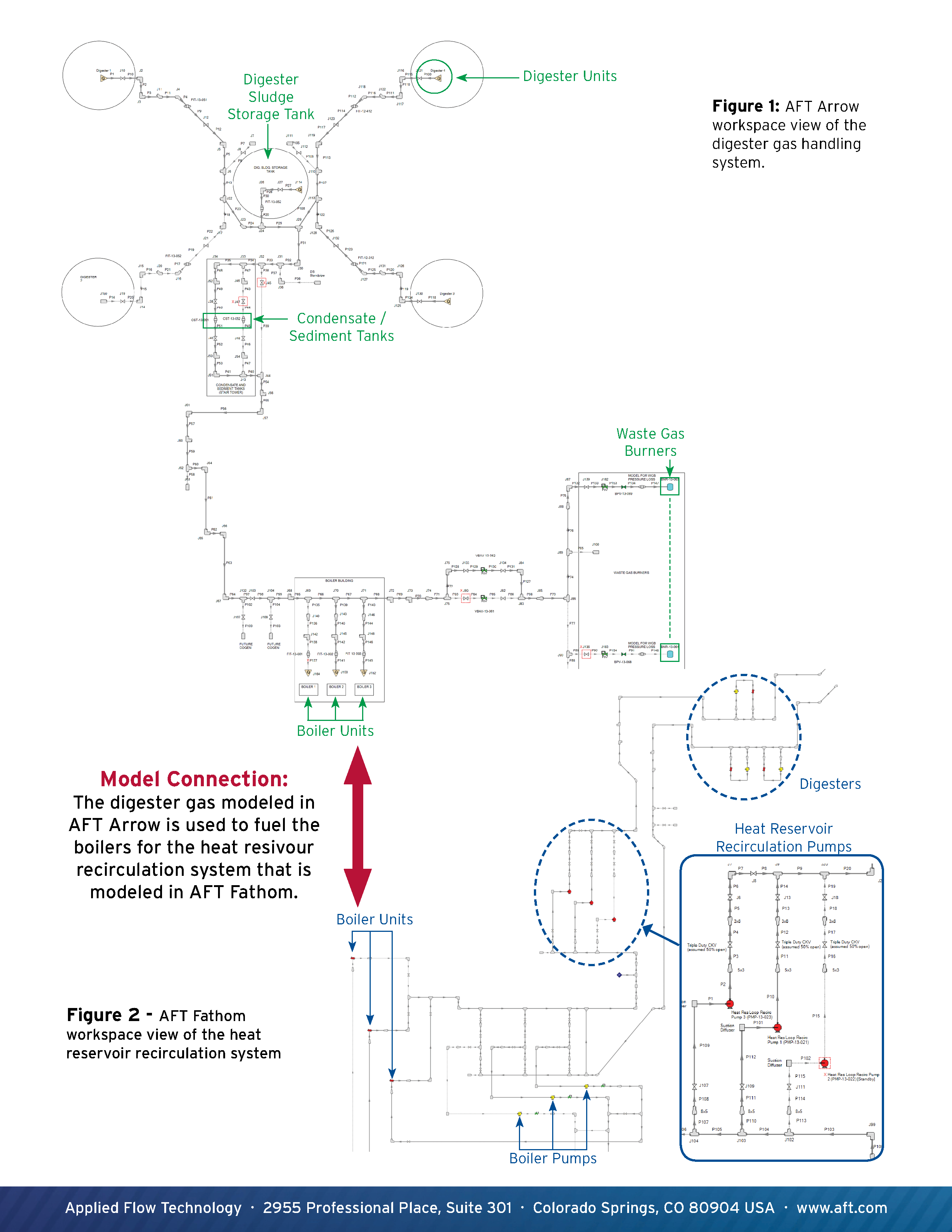 The heat reservoir loop was sized using the peak heating demand and then modeled using AFT Fathom (Figure 2). All the equipment data and pressure/heat loss information was able to be input for pumps, piping, fittings, insulation, heat exchangers, etc…
The heat reservoir loop was sized using the peak heating demand and then modeled using AFT Fathom (Figure 2). All the equipment data and pressure/heat loss information was able to be input for pumps, piping, fittings, insulation, heat exchangers, etc…
AFT Fathom was able to simultaneously model a boiler loop and several secondary heat exchanger loops to simulate the heat loads gained and loss, which was much more efficient than typical Excel calculations. The model assumed worst case scenario (maximum heat and pressure losses) to verify heat reservoir system can meet peak demand.
Important design parameters were verified and determined by the output from the AFT Fathom model including the minimum boiler return temperature and the approximate open percentage for the triple duty check valve on boiler circulation pumps.
Since a portion of the model had already been in service, Knight was able to validate the model by comparing the results to the existing operation conditions which gave the team confidence in using the model and allowed them to quickly move forward with the design.
“(Identifying these set points and pump capacities) was not something we couldn’t have done. It’s more of how efficiently we did it. We solved 3 or 4 tedious calculations all within the single model,” said Knight, “Ultimately it saved us time now and in the future when we expand on the project since we used AFT Fathom to create tie-in points and left space in the model to conveniently expand. Additionally, using the scenarios we were able to model seasonal changes in the system without having to re-do any calculations.”
Link to full case study: Digester Complex Heat Reservoir Recirculation System Hydraulic and Thermal Analysis Accomplished with AFT Fathom

Anaerobic digesters in the City of Tampa (Source: https://www.tampagov.net/wastewater/info/advanced-wastewater-treatment-plant/virtual-tour/step-7—sludge-treatment)
AFT Arrow™ Project Details:
Knight then modeled and analyzed an anaerobic digester gas system to determine the pressurization effects of adding two additional digesters as part of the wastewater treatment plant expansion project. The analysis would help determine if the increased flow from the additional digesters would over-pressurize the existing digester gas system.
The digester gas, a combination of mostly methane (61% by volume) and carbon dioxide (38%), is the byproduct of municipal wastewater sludge from three wastewater treatment plants. The digester gas is collected and flows through a piping system to a boiler building where it is used as fuel in three boilers. What is not utilized by the boilers travels to waste gas burners and is flared off. At the time of this case study, the gas is solely used for the boilers; however, the digester gas system has been designed with provisions to accommodate a potential cogeneration system in the future.
Knight had utilized AFT’s Chempak fluid database to define the digester gas mixture to accurately capture the gas fluid properties as the gas undergoes temperature and pressure changes. The model itself was a single-phase system (Figure 1).
After he modeled the system, Knight analyzed data collected from three simulation scenarios.
- His first scenario simulated the system as it is predicted to run.
- The second simulation reflected the system with normal operational flow from the digester units but no boilers operating and normal flow to the waste burners.
- The final scenario reflected the worst-case scenario to determine the maximum digester operation pressure with no flow returning into the storage tank, no boilers operating, and the maximum flow through the waste burner units.
During the worst-case scenario simulation, Knight identified the pipes max flow capacity to be 1,250 ft³/min (35.4 m³/min) and they would need a minimum of 4 inches (10 cm) of water column at the waste gas burner inlets. The AFT Arrow model predicted the digester set point pressure to be 22 inches (56 cm) of water column with relief valves opening at 30 inches (76 cm) of water column. This would provide a safety margin of 8 inches (20 cm) of water column before the digester gas would be vented.
With the AFT Arrow model, Knight was able to successfully model and simulate the additional digester units for the treatment facility’s expansion as well as provide the project’s future engineers with an accurate and reliable system model.
Link to Full Case Study: Digester Gas Unit Expansion Modeled with AFT Arrow Confirms Pressure and Flow Capacity
For more information visit www.aft.com or contact AFT at info@aft.com or (719) 686-1000 to schedule a live demonstration or discuss an evaluation license.
https://empoweringpumps.com/a-look-into-industry-trends-with-aft/


