
Three screw pumps are commonly used as lube oil pumps for compressors, gear boxes, turbines and other rotating equipment. Their popularity stems from the efficient, reliable and long lasting service they provide. While most lube oil pumps are only exposed to ambient pressure at the pump inlet port there are some applications where the pump sees high inlet pressures. This poses a huge challenge for the pump seal solution and pump construction. In many pump designs it can also lead to high bearing and seal loads that negatively affect the pump and seal life.
High inlet pressure applications for lube oil pumps can be found in flooded screw compressors and turbo expanders. The pressure of the lube oil entering the pump is at the same level as the compressed gas which can reach 100 bar or more.
Such high inlet pressures can create high axial forces on the main pump drive screw (power rotor) that lead to high bearing loads.
This needs to be considered in the pump design. Reinforced bearings, liquid channels for hydraulic balance, mechanical bracing and other measures tend to significantly increase the pump cost.
Since the lube oil pump is used to boost the system pressure of the lube oil by a few bar (around 5 to 15 bar) the outlet pressure is not significantly higher.
Three screw pumps are often driven by an electric motor which is connected to the shaft of the main screw. The shaft exits through the pump casing. Therefore the main screw must be sealed to prevent leakage. Most common sealing solution is a mechanical seal. Due to the high inlet pressure, only special sealing arrangements, often with balanced mechanical seals, can achieve this task. The pump cost is driven up even further.
There is an innovative new approach to high inlet pressure applications that is able to meet the technical challenges and even provides lower cost solutions: Magnetically coupled lube oil pumps.
Compared to a mechanically sealed pump a magnetically coupled pump has no rotating seal. The pump is hermetically sealed and leak free. No seal maintenance or seal change is required leading to a much more reliable and durable pump. The magnetic coupling does not wear and therefore requires no maintenance under normal circumstances. This creates a better, more reliable pump solution at a lower cost.
How does a magnetic coupling work?
The outer rotor – a magnetic assembly containing powerful permanent magnets – is attached to the motor shaft. The pump housing and drive screw are hermetically sealed by a containment can (canister). The containment can is made from highest quality materials (Hastelloy, Titanium and others) to minimize eddy current losses thereby assuring high efficiency. It is also able to withstand the high pressure. The inner rotor is attached to the pump shaft and contains strong and durable rare earth magnets.
The motor torque is transferred through the containment can (canister) without contact to the pump shaft through magnetic forces.
Another huge advantage of the magnetic coupling is the axial thrust compensation:
The magnetic coupling design eliminates the axial force resulting in only minimal load on the ball bearing due to the geometrical conditions. Life expectancy of the ball bearing is therefore independent from the inlet pressure. The magnetic coupling replaces the costly mechanical seal. This creates a better, more reliable pump solution at a lower cost.
How does the axial thrust compensation work?
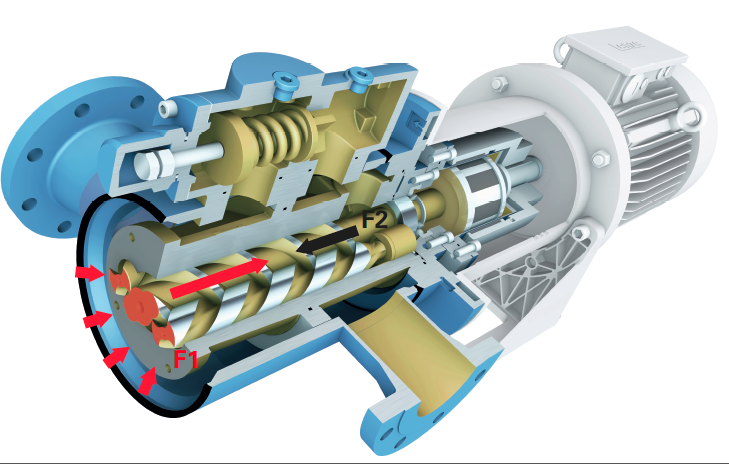
Drive screw
High inlet pressure acts directly on the face of the main drive screw as well as the idler screws (force F1). Some of the force is compensated on the pressure side of the main screw (F2). However a resulting axial force would normally create a high axial load on the bearing. Not so in the case of a magnetic coupling.
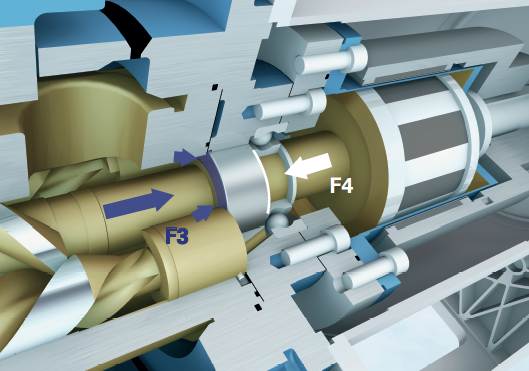
Balancing cylinder
The balancing cylinder is exactly dimensioned so that the axial forces (F3 and F4) resulting from the pressures acting on its faces largely minimize the axial loads.
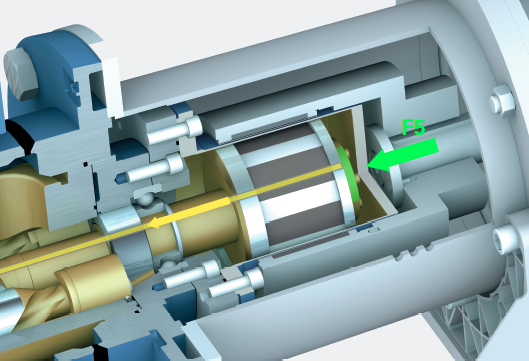
Magnetic coupling
Due to a bore through the center of the drive screw the suction side pressure conditions are also present within the containment can of the magnetic coupling. Because of this this special design a force F5 is created by the lube oil that compensates the residual axial thrust on the main spindle. The load on the bearing is minimized leading to long, trouble free operation.
In comparison on a mechanically sealed pump the surface area of the shaft drive end is exposed to atmosphere and therefore no force F5 can be created to counteract axial thrust.
- No more seal maintenance or seal change required.
- Hermetically sealed – guaranteed leak free.
- Hydraulically balanced due to axial thrust compensation (even at high inlet pressure).
- Long Bearing Life.
- Completely enclosed – no air or moisture can enter pump and get in touch with the lube oil.
- Ideally suited for high inlet pressure applications (compressor / expander lube oil pump).
Environmental benefit – “green solution”:
Even a perfectly working mechanical seal requires a certain amount of leakage to ensure proper lubrication of the rotating seal faces. In comparison to that a magnetically coupled pump is hermetically sealed eliminating any leak oil. Lube oil systems stay clean and no disposal of dripping oil is required.
For additional information, visit: www.kral.at


Comments