
Rapid Prototyping and Materials Upgrades Save US$240 000 Every Two Years
A U.S. chemical plant was experiencing severe erosion on its butanol catalyst recycle slurry pump. The erosion resulted in poor pump performance and reduced unit throughput. Hydraulic degradation was so extreme the pump was pulled from service and refurbished every four to five months. Despite the use of super hard overlays and high velocity oxygen fuel (HVOF) spray coatings, the plant was unable to increase the mean time between repairs (MTBR).
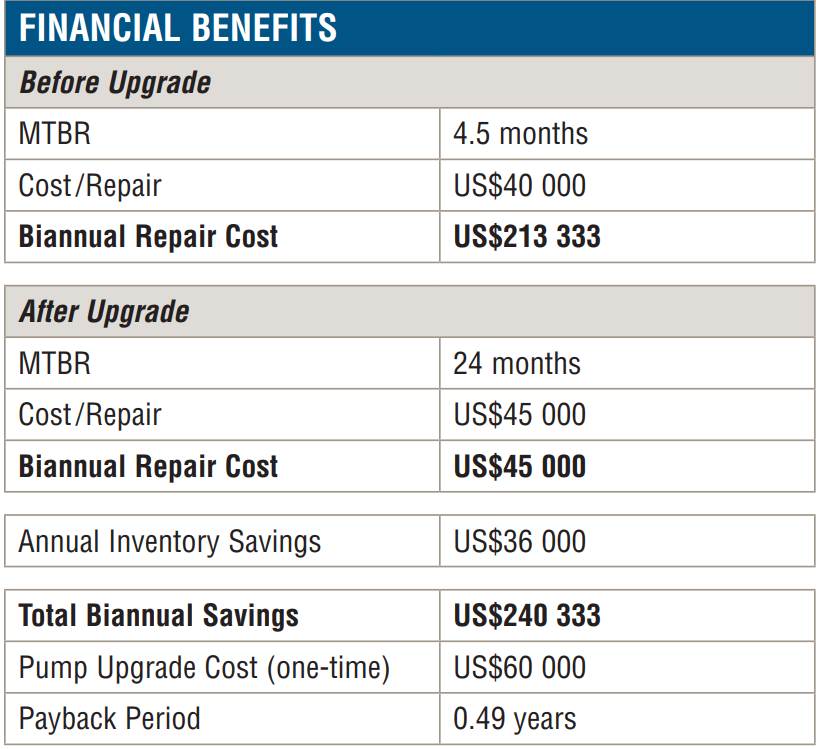
At the request of plant operators, Flowserve engineers developed a solution that dramatically improved the MTBR from 4.5 months to 24 months while keeping the repair cost approximately the same. Incorporating rapid prototyping techniques from the Flowserve Component Technology Group (CTG), the solution included significant improvements to the pump’s hydraulic components as well as a boron diffusion surface treatment for improved erosion resistance.
With the MTBR of its butanol catalyst recycle slurry pump averaging 4.5 months, one U.S. Gulf Coast chemical plant needed a longer-term solution to its persistent erosion problem. In addition to inflating maintenance costs, the erosion problem was negatively impacting unit throughput as a result of the slurry pump’s rapid performance degradation. Manufactured by a large competitor of Flowserve, the 12% chrome pump was costing the plant approximately US$40 000 at each overhaul. Refurbishment typically involved overlaying the wetted components with Stellite® 6 or applying HVOF spray coatings to enhance hardness and erosion resistance, but these measures provided only temporary relief.
Desperate for a more sustainable and less costly alternative, plant operators approached Flowserve to repair the damage and develop a solution.
A Re-engineered Solution
To start, Flowserve acquired and examined one of the chemical plant’s severely eroded pumps. Using three-dimensional mapping technology, Flowserve engineers created highly accurate models of the casing, cover and impeller. These models were used to produce 12% chrome castings with hydraulics comparable, if not superior, to the competitor’s original product.
As an added benefit to the client, the Flowserve team redesigned the new pump components to accept a power end upgrade that would enable the pump to use the same mechanical seal and power end as a Flowserve-manufactured slurry pump already installed at the plant. This change enabled the plant to reduce its spare parts inventory, including a mechanical seal valued at US$15 000.

Casings Before and After
With the new castings in hand, Flowserve technicians applied boron diffusion treatment to all wetted surfaces. Not a coating but a through hardening technique wherein the microstructure of the base metal is metallurgically altered, the boron diffusion process significantly increases the surface hardness, and, therefore, the erosion resistance of treated components.
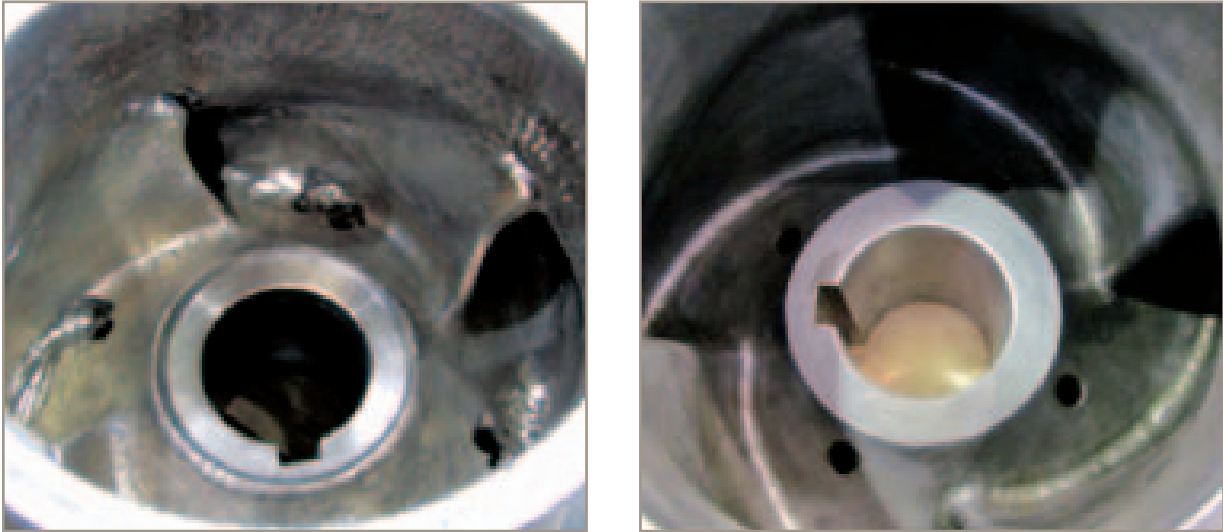
Impellers Before and After
To prevent internal eddy currents from creating erosion points between mating pieces, a phenomenon identified during examination of pump remains, Flowserve engineers added integral wear rings on the pump casing, cover and impeller. All wear rings were hardened via direct laser deposition (DLP) to help maintain the proper running clearances for optimum hydraulic performance.
The solution developed by Flowserve dramatically increased the MTBR from 4.5 months to 24 months, while keeping the cost of repair approximately the same.



Comments